


Bereit für die ultimative Colour Experience? Besuchen Sie unser Colour Experience Center.

EDGE Signature Collection. Zeitlose Farben mit den Trends von Heute.
Lesen Sie hier mehr.
It's out now! ICONICA Collection.
Farben in SuperDurable-Qualität met lebendigen, zeitgenössischen Farbthemen.
Sehen Sie sich hier die Broschüre met Mustern an.

Mehr als 50 Farben und Effekte zu einem besonders günstigen Preis.
Entdenken Sie hier unsere Best Deal Liste.

SuprAnodic Gold schmückt die Fassade des "The Rose House"- P.C. Hooftstraat.
Lesen Sie hier mehr..

Innovationszentrum Spartherm, Melle..
Lesen Sie hier mehr.
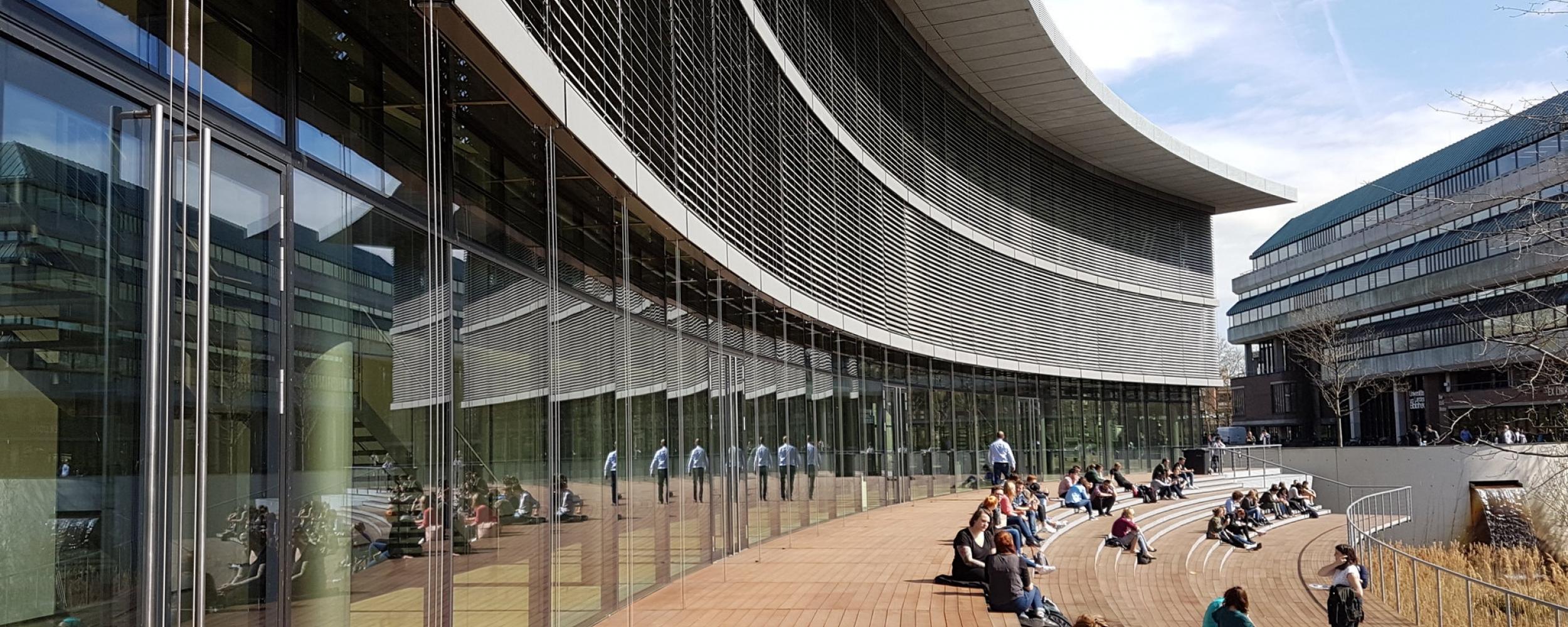
Fassade Oeconomicum Düsseldorf
Lesen Sie hier mehr.



